
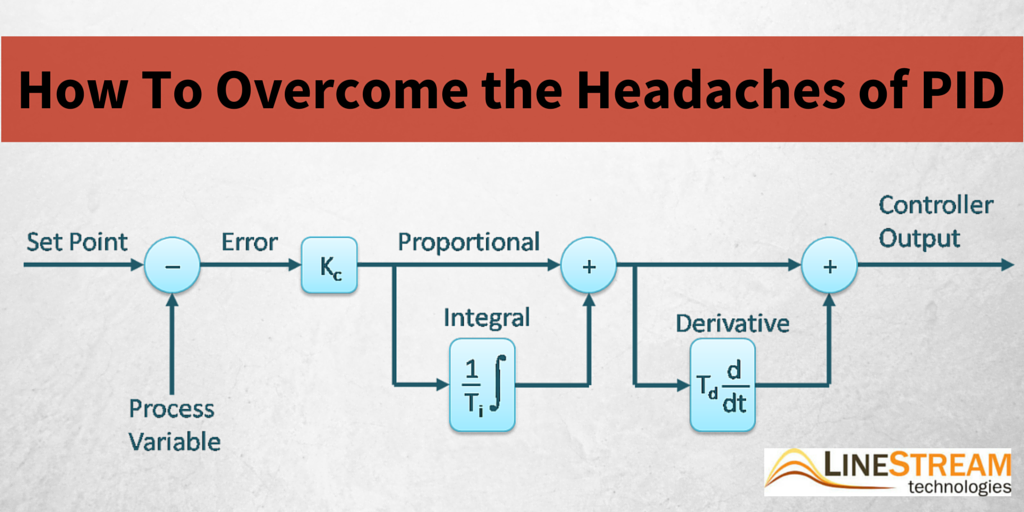
A PID Control measures proportional, integral, and derivative error in control systems. However, because the system is so complex it needs extensive expertise and time to control. Learn how one company overcame the headaches of PID with LineStream Technologies.
The Process

Plastic Hose Extrusion. Plastic extrusion converts plastic pellets into a tube or hose by melting the pellets and forcing them through an extruder. The end product is cooled, drawn away from the extruder at a constant rate, and wound onto a spool so that it can be used in other processes.
The Control Challenge
Temperature control is critical, and a consistent temperature must be maintained across the process. If too much heat is applied, the plastic granules can decompose, or the melted material becomes too fluid. If too cold, the pellets won’t melt properly. Temperature variation must also be controlled to ensure that the hose is extruded at a constant rate. Inconsistent temperature results in an inconsistent end product.
Pain Point
PID control = +/-8 degree temperature variation
A leading manufacturer of nylon hose tried to use the PID control block in their PLC to maintain constant temperature across the process. However, they found that PID could only constrain the temperature to +/- 8 degrees.
Solution
Active Disturbance Rejection Control (ADRC) compensates for temperature variations
Ultimately, they replaced the PID controller with the InTAC control block control provided by LineStream Technologies. InTAC is based on Active Disturbance Rejection Control (ADRC), which automatically compensates for temperature fluctuations, as well as other variations in the process. With InTAC, the temperature variation was reduced to +/-2 degrees.
InTAC is available for SIEMENS PLCs. Contact ACD today to get your free evaluation copy.