



Just recently OMRON Automation and Safety announced the OS32C-4M Type 3 safety laser scanner, and...

Why hasn’t safety been implemented in your machinery or process?
You are well aware of the benefits:
- Protection of personnel
- Protection of equipment
- Regulation compliance
- Litigation avoidance
However, your hesitation to provide an adequate safety system may be related to increased cost and complexity or loss of productivity.
Physical barriers, PPE, and training have long been the standard for safeguarding workers. While providing for safe operation and code compliance, this safety solution typically limits production and may not provide much in the way of protection for the equipment itself. Access to the equipment for product or tool changes can be limited and barriers typically interfere with maintenance tasks: all of which leads to loss of productivity.
Your process has seen the benefit of technological advances in control and monitoring, with PLCs, HMIs, and intelligent sensors. So isn’t it time to consider the advances in safety system technology?
Today’s safety technology can not only provide for increased productivity, improved reliability, and reduced downtime, it still yields the core benefits of personnel and equipment protection and regulation compliance. Without the need for physical barriers, safety technology provides the same, or better, level of safety.
What technologies are we considering?
Ones you know:
And ones you may not be familiar with:
- 3D area scanners
- Modular Safety Systems
- Integrated safety in motor controllers and VFDs
- Safety communications
- Wireless safety
You may be aware of the costs associated with safety relays and safety PLCs, but an investigation into the mid-range modular safety systems may provide an alternative path for a cost effective solution to machine safety. Leveraging safety communications, wireless safety, and integrated safety against classic, hard-wired solutions may also offer a substantial cost reduction and productivity improvement while providing the compliant safety your machine or process requires, or will require in the near future.
Safety Assessment
How should you begin an investigation into your safety requirements and the available solutions? Start with a safety assessment. An assessment will provide a report on whether or not your production machines and processes are safe and determine the steps required to reduce the safety risks. Be prepared to act upon the assessment report, as it is an investment in time and capital with an ROI achievable only through follow-up action.
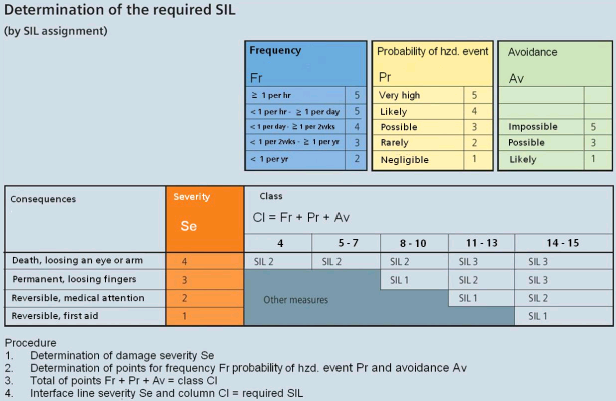
Various systems integrators, solution providers, safety component manufacturers, and safety consultants offer assessment services. In the assessment process, operations and equipment in your plant will be assigned a risk category, taking into account the potential severity of injury and the likelihood of occurrence, as well as other factors:
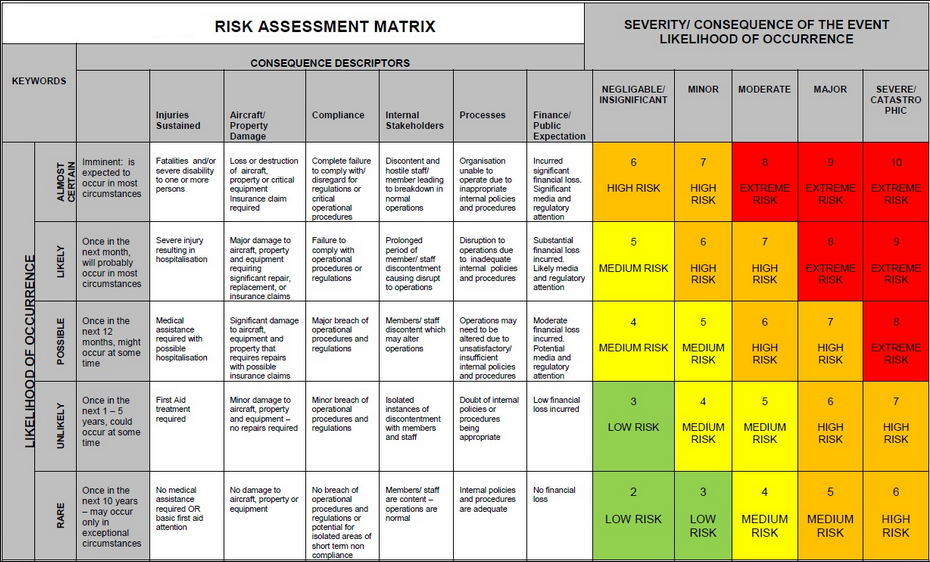
This risk category will determine the level of protection required around that process or machine:
Existing deficiencies will be identified and should be the focus for immediate attention, as they could represent a potential liability.
Once deficiencies are addressed, the risk category from the safety assessment will be used in planning for and the design of safety upgrades. This information is utilized by your integrator for proper selection of safety technology components and implementation.
A cost effective, compliant solution is best achieved through communication and transparency with your integrator. Discuss modern safety technology with your integrator and your desire to implement a system with better operator and maintenance accessibility. Your safety budget investment will likely increase, but a ROI analysis, including reduction in maintenance and production downtime, should highlight the achievable overall savings.
Modern safety technology can provide value you had not previously considered: greater safety reliability, increased productivity, and minimized costs due to injury.



